快速增长的定制家居市场,推动了我国刨花板产业的快速发展和技术进步。一方面,每年都有新投产的大规模连续平压刨花板生产线,刨花板整体产能、平均产能和设备自动化程度不断提高[1]。另一方面,整个行业重视技术创新,相关企业和科研院所纷纷进行高品质刨花板的生产技术研究,申报了许多相关专利技术。本文在简要分析我国近年刨花板专利申请情况的基础上,重点介绍了几项有代表性的刨花板专利技术,以期为行业技术创新提供参考。
1 我国近年刨花板专利申请概况
1.1 专利申报数量情况
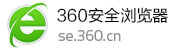
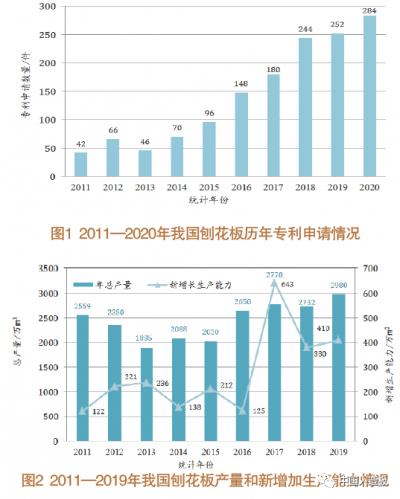
在国家知识产权局专利查询网站,以“刨花板”为“发明名称”的关键词查询,发现 2011—2020年我国就有相关专利1 400多件,历年专利申请数量见图1。从图1可知,我国刨花板专利申请数量近年呈现快速增长态势。这与近年我国刨花板产业快速发展相适应,我国刨花板年产量在2016年出现了爆发式增长,之后呈现增长趋势[2]。近5年来,不断有新建生产线(见图2),整个行业的单线平均生产能力不断增加[3],生产装备的自动化和智能化水平提高,且重视技术研发与创新,整个行业创新能力提升。
1.2 专利类型与申请人情况
分析2016—2020年申请的刨花板专利类型和申请人情况可知,实用新型整体占比较大(见图3),刨花板生产企业是刨花板专利申请的主体,其次是刨花板用胶黏剂、助剂、功能改性剂以及生产用装备等生产企业,林业类高等院校和科研院所也有申请,但总量占比不高。

1.3 专利技术内容情况
对2016—2020年申请专利数量排名前10的申请人所申报专利的技术内容进行分析,发现刨花板相关专利的技术内容主要集中在生产装备、节能降耗和功能型刨花板生产技术等方面。其中,寿光市鲁丽木业股份有限公司申请的专利技术,以普通刨花板和定向刨花板(OSB)生产相关技术为主,主要涉及刨花板生产用环式刨片机、刨花筛选装置、输送用推板装置、阻燃剂添加装置、板材落板缓冲装置、板坯加热及喷蒸装置、表面缺陷智能识别系统,防潮隔音刨花板、阻燃刨花板的制备工艺,定向刨花板用超薄大片刨花制备工艺、表层铺装机双向式铺装装置、铺装保温装置、板坯输送带自动清洁装置、自动摞板装置和OSB表面质量分级自动检测装置,以及防水抗菌、细表面、高强度、防潮型OSB制备工艺。
南京林业大学申请的专利技术,以刨花板产品制备工艺为主,如阻燃刨花板、废旧热处理木材无胶刨花板、空心结构刨花板、弯曲刨花板、单宁基胶黏剂刨花板、蛭石阻燃挤压刨花板、碳纤维增强桉杨复合饰面定向刨花板、废纸刨花板等的制备方法。另外,还有一些关于刨花板生产监测和二次加工的生产装置技术,如刨花板气流铺装机气流场特性测试装置、刨花板防崩边高效铣削加工装置、刨花板气流铺装机料口防溢料方法等技术。
沭阳县晶茂人造板有限公司申请的专利技术,主要涉及刨花制片机、打磨机、原料粉碎装置、刨花筛选装置、表料的快速除尘排料装置、刨花风选细沙过滤装置、铺装机铁屑清除装置、宽度可调输送装置、空心刨花板高效的挤压成型装置等生产装备,以及刨花板快速锯切、砂光、快速冷却、烘干转运、废板处理、边条压断、加工用钻孔等装置。
万安绿森木业有限公司申请的专利技术,以刨花板生产辅助装备为主,如刨花板制片机、刨花风选装置、刨花风选细砂过滤装置、重物分选装置、铺装扫平均匀分料装置、智能干燥烟气增湿排放系统、除尘排料装置、可调节的空心刨花板切割装置、废料利用装置、自动齐边装置、节能干燥设备、自动送板装置、自动降温装置、砂光节能冷却装置、除尘排料装置、板边条自动连续折断装置。
河南佳诺威木业有限公司申请的专利技术,也以刨花板生产装置为主,如刨花板用原料破碎装置、鼓式削片机、单片削片机、环式刨片机、锤式刨片机、刨花干燥装置、加工用切割设备、空压机、双螺旋运输机、连续平压机、环式拌胶机、辊式运输机、裁板装置、筛环式打磨机、板垛运输机和不合格板坯卸料打散装置等。
千年舟新材科技集团有限公司申请的专利技术,主要为刨花板产品生产技术,如环保防潮高耐磨饰面刨花板、无醛阻燃细表面刨花板、抗菌环保型刨花板、抗菌防霉型刨花板、高效吸附甲醛刨花板、阻燃型负离子刨花板、浸渍纸贴面负离子刨花板和浸渍纸贴面阻燃刨花板等。
沭阳县桂林木业有限公司申请的专利技术,主要是生产装置改良和刨花板产品制备技术,如推板装置、双螺旋运输机、刨片装置、废料翻板装置、原料粉碎装置、原料的搅拌烘干装置、传输降温装置、双面冷却装置和防水抗菌刨花板、防腐刨花板、分层式阻燃刨花板、无机硅氧涂层刨花板等。
北京林业大学申请的专利技术,主要也是刨花板产品制备技术,如纤维增强定向木塑复合刨花板、隔热隔音刨花板、内设真空管的中空微球刨花板、经塑料喷熔且含有塑料薄片的定向复合刨花板、塑料喷熔定向木塑复合刨花板等产品的生产制备技术。
广西横县新威林板业有限公司申请的专利技术,主要是防水抗菌刨花板、保温阻燃刨花板、竹材与定向刨花板复合板、防虫防霉复合脲醛树脂刨花板、全桉木边角料阻燃定向刨花板、桉木废单板生产定向刨花板等的制备技术。
山东鹤洋木业有限公司申请的专利技术,主要是用于刨花板生产的蒸汽恒温输送管道、热压机加热模块、施胶装置和贴面装置,刨花板制造原料处理工艺,新型定向刨花板、高密度刨花板、松木超强刨花板等的生产工艺,以及低密度刨花板调湿处理方法等。
2 典型专利技术内容介绍
2.1 一种含稻壳的刨花板制备方法
申请号为CN201810085140.1的专利,将稻壳作为原料添加到刨花板中替代部分木材原料,制备出性能满足要求的刨花板。该技术称可节约木材原料和降低生产成本,其关键工艺技术如下: 1)稻壳加工与添加。使用精磨机对稻壳原料进行破碎处理,并使用摇筛(筛网孔直径3 mm~5 mm)对破碎处理后的稻壳进行筛分。稻壳添加比例是刨花板质量控制的关键,该技术中表层刨花添加25%~35%的稻壳材料,芯层刨花添加8%~12%的稻壳材料。该技术提到,作为芯层刨花原料使用时,稻壳可不破碎直接使用。但是用作表层原料时,需要精磨机破碎。
2)施胶。由于稻壳含水率通常为9%~10%,高于刨花板工艺要求,因此,需要对稻壳进行干燥处理。经试验发现,稻壳不能和刨花混合干燥,且通常受场地限制,多数条件很难再单独配备新的干燥机。为此,该技术选用对原料含水率不敏感的异氰酸酯胶作为胶黏剂。芯层刨花施胶量为施胶前芯层原料绝干质量的2%~6%,施胶后芯层含水率控制在4%~8%。表层刨花施胶量3%~7%,同时还施加0.6%~1.2%的增黏剂和0.4%~1.6%的工艺水,施胶后含水率为8%~15%。
3)热压。刨花铺装成板坯后采用先预压后热压的工艺。其中,热压压力为高压3.5 MPa,低压1.6 MPa直至零压。热压温度为高温240 ℃,低温195 ℃,热压因子4~17 s/mm。
2.2 一种超薄大片刨花轻质刨花板连续平压技术
申请号为CN201910374957.5的专利技术,针对现有轻质刨花板技术生产效率不高等问题,提出了利用超薄大片刨花在连续平压生产线上制备轻质刨花板的工业化生产技术,其制备的刨花板密度0.50 g/cm3,理化性能满足GB/T 4897—2015《刨花板》中家具用刨花板(P2型)要求。该技术的特点是选用等级介于定向刨花板和普通刨花板之间的木材原料制备超薄大片刨花,并采用对应的干燥和施胶系统有效改善大刨花易碎问题,生产的产品性能和成本介于定向刨花板和普通刨花板之间,从外观和价格来看具有良好的市场竞争力。
该技术的关键工艺如下:1)选用密度小于0.45 g/cm3、含水率不低于30%,且形态为短边不小于3 cm的木材边皮或小径材为原材料,通过盘式刨片机一次性刨切成超薄大片形状的刨花(长40~80 mm、宽30~60 mm、厚0.15~0.45 mm)。2)通过网带式干燥机低温干燥超薄大片刨花至含水率4%~14%,传送速度20~60 mm/s。3)在罐式拌胶机中,干燥后的刨花从拌胶机顶端自由下落,雾化PMDI胶液或雾化改性脲醛胶液在罐式拌胶机底部向上喷出,使得刨花与雾化胶黏剂在雾化胶黏剂区接触完成施胶,施胶量3%~10%。4)采用4~6组排辊式铺装头和鼠笼式铺装头进行铺装,其中排辊式铺装头和鼠笼式铺装头比例(1~1.5)∶(1~2),然后通过连续热压方式热压定型,热压温度170~220 ℃,热压因子10~60 s/mm。
2.3 一种细表面多层结构刨花板生产工艺
专利申请号为CN109624014A的发明,提供了一种在连续平压生产线上生产无醛秸秆细表面多层结构刨花板的方法,该技术称其产品的各项性能达到或超过GB/T 4897—2015的要求,且产品表面可直接涂刷涂料或粘贴饰面纸,其关键技术如下:
1)将秸秆原料切成30~150 mm的料段,并干燥至含水率4%~10%,用作板材的芯层原料。
2)木材经削片、刨片处理后得到尺寸为长50~150 mm、宽20~50 mm、厚0.4~0.8 mm的大刨花,并干燥至含水率4%~12%,用作板材的上、下芯层原料。
3)将定长秸秆和大刨花原料筛分得到的细料,以及过大刨花或部分大刨花破碎形成的细刨花混合后用作板材的上、下表层原料。
4)以异氰酸酯为胶黏剂,同时施加增黏剂和工艺水。板材上下表层施胶量为原料绝干质量比例的3%~7%,增黏剂0.6%~1.2%,工艺水0.4%~1.6%。板材上下芯层施胶量2%~7%,增黏剂0.4%~1.2%,工艺水0.3%~1.4%。中间芯层施胶量2%~6%,增黏剂用量0.2%~1%,工艺水0.2%~1.4%。施胶后调控含水率,其中板材上下表层含水率控制在8%~15%,板材上下芯层含水率6%~12%,板材中间芯层含水率4%~10%。
5)将施胶处理后的定长秸秆原料和大刨花原料进行定向铺装,上下表层均匀铺装形成刨花板坯,并采用辊筒预压机连续预压,之后进行连续热压。其中,热压压力的高压为3.5 MPa,低压1.6 MPa直至零压;热压温度的高温为240 ℃、低温195 ℃;热压因子4~17 s/mm。
2.4 一种轻质秸秆刨花板的生产方法
专利申请号为 CN201710827096.2的发明,用玉米秸秆刨花和狼尾草秸秆刨花替代芯层的木质刨花,并改良生产工艺,制得密度为0.38~0.50 g/cm3,且理化性能符合国家标准要求的轻质刨花板,其主要工艺特征如下:
1)表层为常用木材刨花细料,芯层为玉米秸秆刨花和狼尾草秸秆刨花(长3~30 mm、宽0.5~3 mm、厚0.5~1.5 mm,玉米秸秆刨花占芯层刨花质量的50%~80%,狼尾草秸秆刨花占芯层刨花质量的50%~20%),并将刨花物料干燥至含水率1.5%~2.5%。
2)干燥后的表层刨花施加绝干刨花质量8%~10%的MUF树脂(固体含量53%~55%)和1%~1.5%的乳化石蜡,芯层刨花施加绝干刨花质量0~3%的MUF树脂(固体含量62%~65%)、2%~5%的MDI树脂、1%~1.5%熔融石蜡、0.3%氯化铵溶液(浓度为20%);表层刨花为木材刨花细料,表层刨花质量占总刨花质量20%~30%,芯层刨花质量占总刨花质量80%~70%。
3)将施胶后的物料按表—芯—表铺装成厚度均匀的板坯,然后预压,预压后的板坯在温度170~190 ℃、压力2.5~3.5 MPa下热压3~6 min即得到轻质刨花板。
2.5 一种改变刨花形态结构的超强刨花板制造工艺
发明申请号为 CN201811564300.7的技术,针对现有技术生产的刨花板存在力学强度偏低、表面光洁度低、尺寸稳定性差及生产过程原料消耗大等问题,提供了在不改变传统普通刨花板生产工艺流程的基础上,通过4层刨花筛选装置筛分出过大刨花、超大刨花、粗刨花和细刨花,科学合理搭配表芯层刨花的比例,再经滚筒拌胶机施胶和连续热压等关键生产工艺,制得强度接近甚至达到细木工板或胶合板水平的刨花板,该技术的关键工艺如下:
1)通过超大刨片机将木片刨成过大刨花、超大刨花和粗刨花,经环式刨片机将木片刨成粗刨花和细刨花,超大刨花和粗刨花用作芯层刨花,细刨花用作表层刨花。该工艺中,超大刨片机的伸刀量1.0~1.3 mm、刀门间隙2.1~3.5 mm,环式刨片机的伸刀量为0.8~1.0 mm、刀门间隙1.5~2.0 mm。
2)采用滚筒干燥机将湿刨花(含水率40%~65%)干燥至含水率1%~2.5%。干燥滚筒的入口温度250~270 ℃,出口温度130~155 ℃。
3)将干燥后的刨花依次通过网眼尺寸为8.0 mm×40 mm、5 mm×5 mm、1.0 mm×2.18 mm和0.019 mm×0.019 mm的4层筛网的筛选装置,得到过大干刨花、超大干刨花、粗干刨花和细干刨花。其中,筛出的过大干刨花通过刮板运输机进入打磨机打磨成细干刨花,经风选后进入表层干刨花料仓备用。超大干刨花通过气力输送装置进入芯层干刨花料仓备用,粗干刨花风选后进入芯层干刨花料仓备用,细干刨花风选后进入表层干刨花料仓备用。细干刨花的筛分值≥75%,超大干刨花和粗干刨花的筛分值均≥90%。
4)采用卧式高速拌胶机连续均匀地给细干刨花(表层刨花)施加复合改性脲醛树脂和防水剂乳液,采用低速定向结构刨花板滚筒拌胶机连续均匀地给超大干刨花和粗干刨花(芯层刨花)施加环保胶黏剂、防水剂乳液。其中,复合改性脲醛树脂由E0级脲醛树脂或三聚氰胺改性脲醛树脂与乳化二苯基甲烷二异氰酸酯在常温下混合搅拌均匀而成, E0级脲醛树脂或三聚氰胺改性脲醛树脂的质量份为90~99份,乳化二苯基甲烷二异氰酸酯的质量份为10~1份。低速定向结构刨花板滚筒拌胶机的滚筒直径为3 300 mm,滚筒长度为7 600 mm,含有9个雾化器与胶混合模块。干刨花施胶后,刨花占板材干重的83.0%~90.5%。其中,表层胶黏剂占6.0%~9.9%,防水剂占0.3%~0.6%;芯层胶黏剂占3.0%~6.0%,防水剂占0.2%~0.5%。
5)采用机械分级钻石辊铺装机进行铺装。由机械分级铺装机依次按下表层刨花→中间芯层刨花→上表层刨花的顺序铺出均匀平整的板坯,再通过预压机预压成型。表层刨花(含水率8%~12%)占成型板坯的30%~ 45%,中间芯层刨花(含水率4%~8%)占成型板坯的70%~55%。
6)采用5区梯度热压工艺。以热压速度200~450 mm/s、热压因子5.5~9.0 s/mm的参数进行热压,热介质为导热油。连续平压热压机的温度分布由高到低依次分为5区:一区压强0.2~4.0 MPa、温度225~255 ℃,二区压强1.5~3.8 MPa、温度215~245 ℃,三区压强1.0~
2.0 MPa、温度215~235 ℃,四区压强0.5~1.3 MPa、温度200~220 ℃,五区压强0.2~1.6 Ma、温度165~185 ℃。
2.6 一种轻质高强无机刨花板
无机刨花板具有无游离甲醛释放,防水、防火性能好等优点,可广泛用于建筑墙体材料、室内外装修材料等领域。专利申请号为CN108608549A的技术,针对无机刨花板生产中无机胶黏剂黏度大、施胶均匀性差以及无机刨花板密度大(通常在1.2 g/cm3以上),很难在家具生产中推广应用等问题,提出了一种轻质高强无机刨花板的制备方法,该技术的关键工艺如下:
1)原料由木质或非木质刨花、无机胶黏剂和海绵颗粒按照(40~60)∶(100~120)∶(1~3) 的质量比组成。其中,无机胶黏剂包括硅酸盐水泥、氯氧镁水泥、硫铝酸水泥和石膏中的任意一种或几种,黏度为200~300 mPa•s。海绵颗粒由块状海绵通过粉碎机粉碎得到,孔径为100~300 nm,孔隙率90%以上,粒径大小为1~4目。
2)将海绵颗粒送入真空搅拌机,通过螺杆泵将无机胶黏剂喷入真空搅拌机中的海绵颗粒表面,同时启动搅拌机进行一次常压机械搅拌3~5 min(搅拌压力为一个大气压),再将真空搅拌机抽真空,使真空度为102~103 Pa,并将真空搅拌机的气阀打开,同时进行真空机械搅拌,使无机胶黏剂均匀浸润到海绵颗粒微孔中。
3)将规格为长1~30 mm ×宽0.3~3 mm ×厚0.2~1.5 mm的木质或非木质刨花,加入混合后的海绵颗粒中进行二次常压机械搅拌5~10 min(搅拌压力为一个大气压),得到均匀的混合物料。
4)将混合物料铺装成30~120 mm厚的板坯,送入热压机进行热压,在5 s时间内先升压至3.1~4.8 MPa进行高压热压,使海绵颗粒微孔中的无机胶黏剂充分进入板坯的刨花间隙中,再保压2~3 s后在2~3 s时间内降压至2.1~3.0 MPa进行低压热压,低压热压后在5~10 s内卸压,制得半成品板材。半成品板材置于室温堆放干燥14~16天后,经齐边、砂光处理即得到密度0.8~1.0 g/cm3的轻质高强无机刨花板。
2.7 一种膨胀珍珠岩低密度复合刨花板制造方法
申请号为CN201310677451.4的发明,在生产中引入膨胀珍珠岩,通过调整工艺生产出了具有阻燃、保温隔热、环保且密度低的复合刨花板,其关键工艺如下:
1)原料组成(按质量份数计)为刨花90~120份、膨胀珍珠岩10~40份、胶黏剂4~12份、表面处理剂0.1~1份。其中,刨花为竹质、木质刨花中的一种或两种,表层刨花和芯层刨花组成的质量比为2∶9~3∶7,表层刨花20~50目,芯层刨花5~30目。表面处理剂为聚丙烯酰胺、铬络合物偶联剂、硅烷偶联剂中的一种或多种,胶黏剂为二苯基甲烷二异氰酸酯胶、酚醛树脂胶、脲醛树脂胶中的一种或多种。
2)将刨花干燥至含水率3%~6%,经过刨花筛选设备筛分成表层刨花和芯层刨花。
3)采用表面处理剂对膨胀珍珠岩进行处理,表面处理剂用量为膨胀珍珠岩质量的0.1%~1%。
4)将膨胀珍珠岩与干燥后的芯层刨花混合,作为芯层物料,芯层物料施胶量为芯层物料质量的4%~12%。
5)表层刨花施胶量为表层刨花质量的5%~12%。
6)将表芯层刨花铺装组坯后先预压再热压,预压单位压力为0.5~1 MPa、预压时间20~60 s,热压的单位压力0.8~3 MPa、温度130~180 ℃,热压因子20~60 s/mm。
2.8 一种环保型锡基阻燃刨花板的制备方法
申请号为CN202110562791.7的发明,将磷-氮系阻燃剂分散于去离子水中,加入以三聚氰胺、C14~C18 脂肪酸、C14~C18 脂肪醇、乙烯氧化物、丙烯氧化的共聚物为主的改性助剂,在180~240 ℃条件下反应4~8 h,取出沉淀并用去离子水和乙二醇依次洗涤3~5次后,在90~105 ℃下干燥8~12 h,制得改性磷-氮系阻燃剂。
将改性磷-氮系阻燃剂与无机阻燃剂、锡基阻燃剂在三维混料机中混合均匀,制得锡基复合阻燃剂。其中,无机阻燃剂为氢氧化铝、氢氧化镁、氢氧化锌、氧化铝、氧化镁中的一种或几种,锡基阻燃剂为羟基锡酸锌、锡酸锌、二氧化锡、偏锡酸、氧化亚锡中一种或几种。改性磷-氮系阻燃剂∶无机阻燃剂∶锡基阻燃剂的质量比为(30~100)∶(30~100)∶(1~30)。
将锡基复合阻燃剂添加至干燥后的刨花中,按照锡基复合阻燃剂在刨花板表层中的添加量为表层刨花质量的8%~12%,在刨花板芯层中的添加量为芯层刨花质量的6%~10%。在施胶装置中施加雾状脲醛树脂胶黏剂,利用连续平压生产线制造阻燃刨花板。经对实施案例产品的检验,锡基复合阻燃剂的热解温度为235 ℃(差热分析法),氧指数为35.5,静曲强度14.5 MPa,表明该技术制得的刨花板具有较好的滞燃性能。
3 结语
近年我国定制家居产业的发展,促进了对高品质刨花板的需求。从我国近年刨花板专利技术的申请情况来看,刨花板及原辅料和装备生产企业是技术创新的主体,而研发实力相对较好的高校和科研院所的专利申报相对较少,建议加强产学研合作,促进我国刨花板产业技术的研发,为生产高品质刨花板提供技术支撑,促进我国刨花板产业的高质量发展。
(来源:中国人造板)